






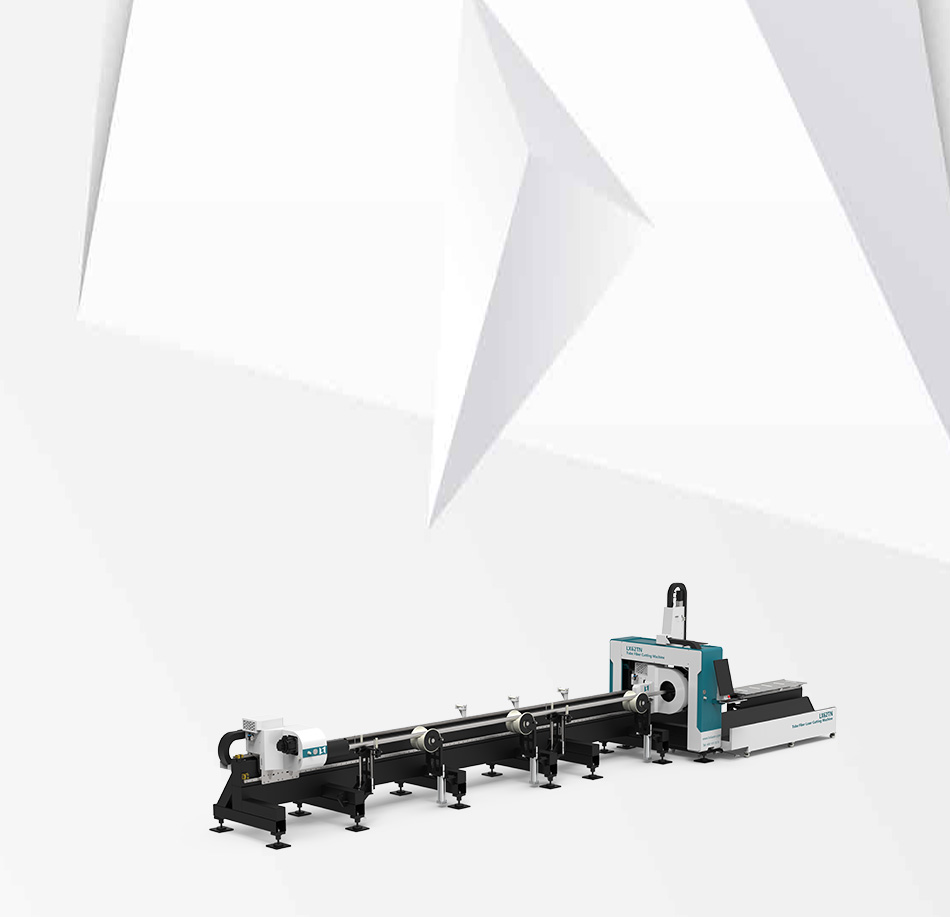

Կողքի վրա կախված կառուցվածք՝ միաձուլված հիմքով
Մահճակալն ունի կողքից կախված կառուցվածք և միաձուլված եռակցված մահճակալ, որը թրծվում է՝ ներքին լարվածությունը վերացնելու համար: Կոպիտ մշակումից հետո, մեքենայացման ավարտից առաջ կատարվում է թրթռման ծերացում, դրանով իսկ զգալիորեն բարելավելով մեքենայի կոշտությունն ու կայունությունը և ապահովելով մեքենայի ճշգրտությունը: AC սերվոշարժիչի շարժիչը կառավարվում է թվային կառավարման համակարգով, և պտուտակը շարժիչի շարժումից հետո իրականացնում է փոխադարձ շարժում Y ուղղությամբ՝ իրականացնելով արագ շարժում և սնուցման շարժում: Y-առանցքի դարակը և գծային ուղեցույց ռելը պատրաստված են բարձր ճշգրտության նյութերից, որոնք արդյունավետորեն երաշխավորում են փոխանցման ճշգրտությունը. կառավարվում են հարվածի երկու ծայրերում գտնվող սահմանային անջատիչները, և միաժամանակ տեղադրվում է կոշտ սահմանային սարք, որն արդյունավետորեն ապահովում է մեքենայի շարժման անվտանգությունը. մեքենայական գործիքը հագեցած է ավտոմատ յուղող սարքով, որը պարբերաբար յուղում է մահճակալի շարժվող մասերը՝ ապահովելու համար, որ շարժվող մասերը աշխատեն լավ վիճակում, ինչը կարող է բարելավել ուղեցույց ռելսերի, ատամնանիվների և դարակների ծառայության ժամկետը:
Առջևի սնուցման սարք
Առջևի սնուցող սարքը ներառում է օդային գլանով կառավարվող հենարանային թիթեղ, որը պահում է խողովակը, երբ կտրված խողովակը երկար է և կանխում է դրա կախվելը։
Երբ կտրվում է աշխատանքային մասը, բարձրացված հենարանային գլանը պահում է հենարանային թիթեղը՝ խողովակը պահելու համար և կանխում դրա կախվածությունը: Երբ կտրվում է աշխատանքային մասը, բարձրացված հենարանային գլանները բոլորը հետ են քաշվում, և աշխատանքային մասը ընկնում է ծածկող թիթեղի վրա և սահում պահեստավորման վայր: Գլանի գործողությունը ավտոմատ կերպով կառավարվում է համակարգի կողմից:
Առջևի հատվածը նույնպես բաժանված է հետևողական տիպի և ձեռքով կարգավորման տիպի։

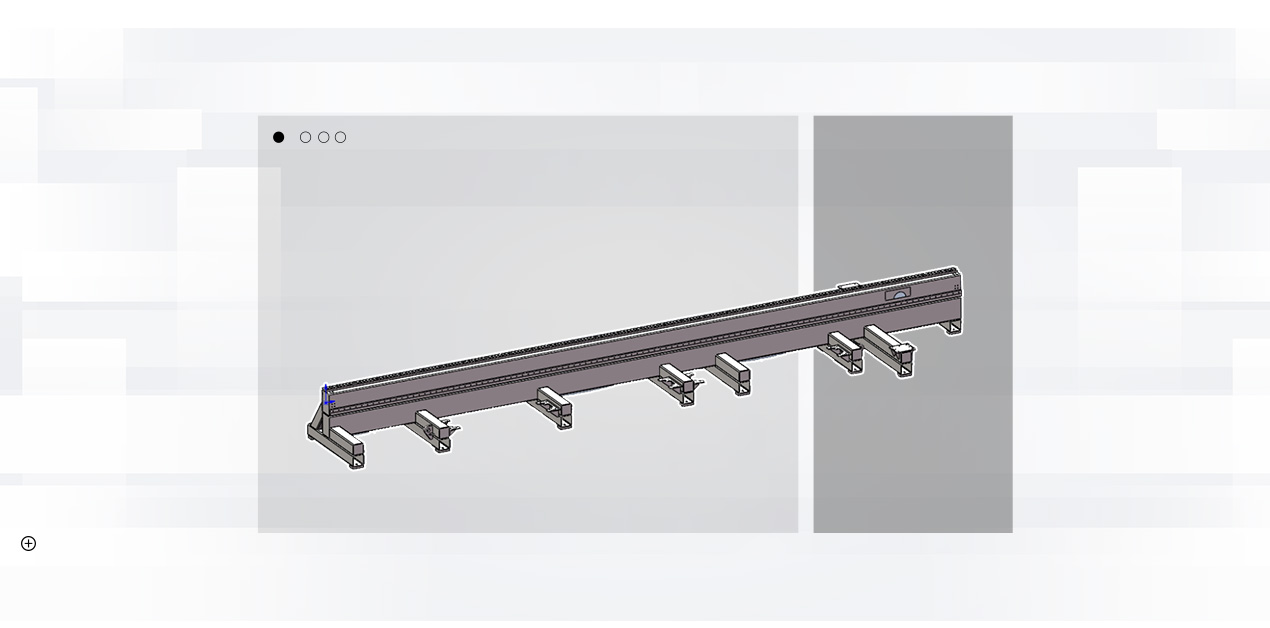
Աջակցության մեխանիզմներ
Մահճակալի վրա տեղադրված են 3 հավաքածու հենարանային մեխանիզմներ, և դրանք երկու տեսակի են՝
1. Հետևի հենարանը կառավարվում է անկախ սերվոշարժիչով՝ վեր ու վար շարժվելու համար, հիմնականում երկար կտրվածք ունեցող խողովակների (փոքր տրամագծով խողովակներ) չափազանց դեֆորմացիայի դեպքում հետևի հենարան իրականացնելու համար: Երբ հետևի պտուտակը տեղափոխվում է համապատասխան դիրք, օժանդակ հենարանը կարող է իջեցվել՝ խուսափելու համար:
2. Փոփոխական տրամագծով անիվի հենարանը բարձրացվում և իջեցվում է գլանի միջոցով, և այն կարող է ձեռքով կարգավորվել տարբեր մասշտաբի դիրքերի՝ տարբեր չափերի խողովակներ պահելու համար:
Չակ-Պարտ
Մխոցը բաժանված է առջևի և հետևի երկու պնևմատիկ լրիվ շարժումով մխոցների, որոնցից երկուսն էլ կարող են շարժվել Y ուղղությամբ: Հետևի մխոցը պատասխանատու է խողովակը ամրացնելու և սնուցելու համար, իսկ առջևի մխոցը տեղադրված է խողովակի ծայրին՝ նյութերը ամրացնելու համար: Առջևի և հետևի մխոցները համապատասխանաբար շարժվում են սերվոշարժիչներով՝ համաժամանակյա պտույտ ապահովելու համար:
Երկակի պտուտակների միացման սեղմակի տակ կարելի է կարճ պոչի կտրում իրականացնել, իսկ բերանի կարճ պոչի երկարությունը կարող է հասնել 20-40 մմ-ի, միաժամանակ աջակցելով ավելի երկար պոչի կարճ պոչի կտրմանը։
TN շարքի խողովակ կտրող մեքենան կիրառում է կեռիկի շարժման և խուսափման մեթոդը, որը կարող է կտրումը իրականացնել երկու կեռիկով անընդհատ և չի հանգեցնի խողովակի չափազանց երկարության և անկայունության, իսկ ճշգրտությունը՝ անբավարար։

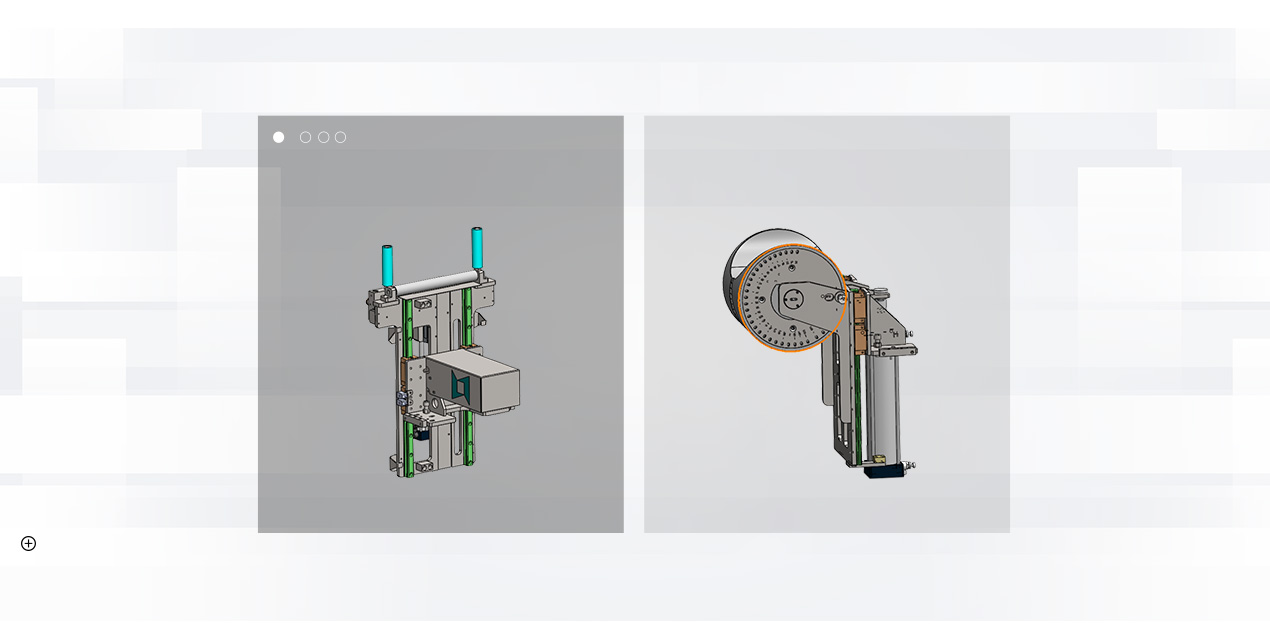
Առանցքային սարք
X-առանցքային սարքի լայնական ճառագայթն ունի դարպասային կառուցվածք, որը եռակցված է քառակուսի խողովակի և պողպատե թիթեղի համադրությամբ: Դարպասի բաղադրիչը ամրացված է հատակին, իսկ X-առանցքը շարժվում է սերվոշարժիչով՝ դարակը և փինիոնը շարժելու համար՝ սահող թիթեղի X ուղղությամբ փոխադարձ շարժումն իրականացնելու համար: Շարժման ընթացքում սահմանային անջատիչը կառավարում է շարժը՝ դիրքը սահմանափակելու և համակարգի անվտանգ աշխատանքն ապահովելու համար:
Միևնույն ժամանակ, X/Z առանցքն ունի իր սեփական օրգանային ծածկը՝ ներքին կառուցվածքը պաշտպանելու և ավելի լավ պաշտպանության ու փոշու հեռացման ազդեցություն ապահովելու համար։
Z-առանցքի սարքը հիմնականում իրականացնում է լազերային գլխիկի վերև և ներքև շարժումը։
Z-առանցքը կարող է օգտագործվել որպես CNC առանցք՝ իր սեփական ինտերպոլյացիոն շարժումը կատարելու համար, և միևնույն ժամանակ, այն կարող է կապված լինել X և Y առանցքների հետ, ինչպես նաև կարող է միացվել հետևողական կառավարման՝ տարբեր իրավիճակների կարիքները բավարարելու համար։
Մետաղական խողովակների մանրաթելային լազերային կտրող մեքենայի 62TN առավելությունները

-

TX124 2024 մանրաթելային լազերային կտրող մեքենա ալյումինի համար ...
-

LX82TS 7% զեղչ 1 կվտ 1.5 կվտ 3 կվտ 4 կվտ 6 կվտ մանրաթելային ...
-

LX123TX Լավագույն եռակի ամրակով ծանր մանրաթելային լազերային...
-

LX3015E մետաղական թիթեղյա մանրաթելային լազերային կտրիչ՝ բացառիկ ...
-

LX62TN կիսաավտոմատ սնուցող մանրաթելային լազերային մետաղական...
-

LX62TD 1-6KW տնտեսող խողովակ կտրող մեքենա P...











